Polska
|
Elbow to rodzaj specjalnej części, obróbka łokieć jest podzielonyna szorstkiej obróbki skrawaniem i obróbki wykańczającej, ogólnie obróbki zakończeniu często używa Lollipop Cutter, w chwili obecnej, oprogramowanie programowanienurtna rynku rzadko ma ten moduł programowania łokcia, generalnie zależyna doświadczeniach przetwarzania programistów do przetwarzania podzielonego,niskiej wydajności i błędów-prone. Oprogramowanie do programowania Cimatron E 13.0, który jest używany przeznaszą firmę, dodałanowy pięć-axis gięcia moduł programowania, które mogą być używane do szybkiego zaprogramowania procesu gięcia. Jest wygodny w użyciu i wysoce wydajne, to wprowadzenie krótki do modułu programowania. \\ Analizan
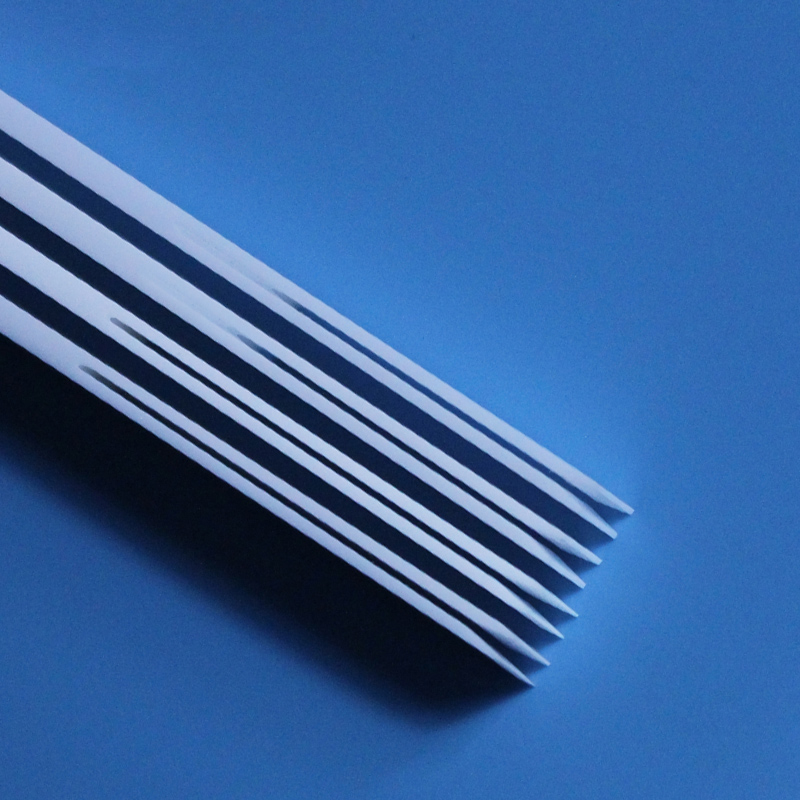
Part
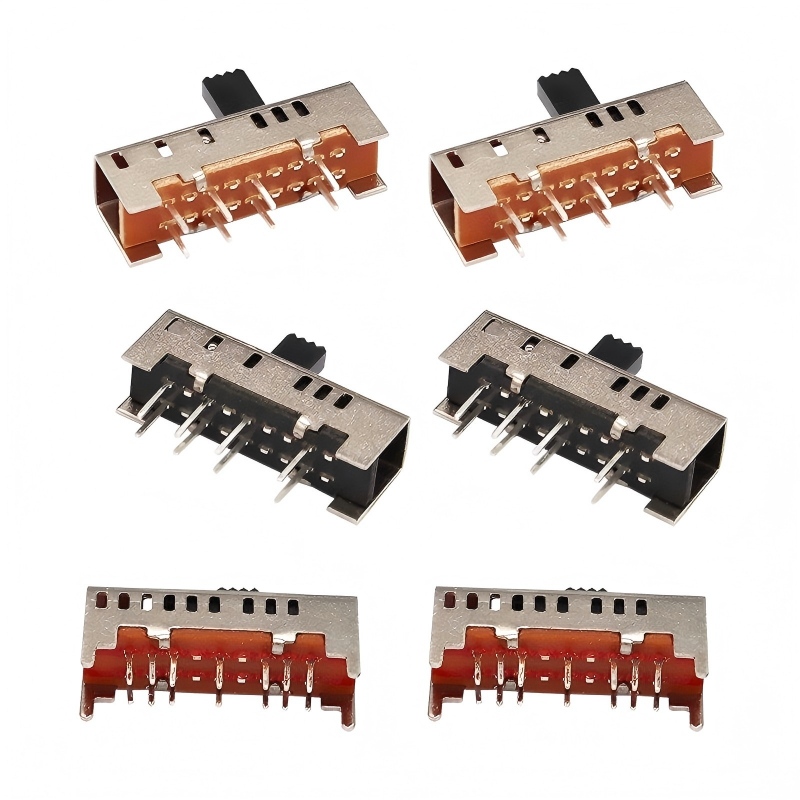
ID struktura rury łokciowego przetwarzane przez firmę pokazanona fig. 1. materiał ze stalinierdzewnej, a półwyrób jest przetwarzany przez pasek. Kąt obrabianego jest podzielonyna 90 ° i 135 °, wymiar prostej częścina obu końcach konturu musi być zagwarantowany jest wymagany gładkie przejście z wewnętrznej jamyna linii, ostrą krawędź, a ta wysoka temperatura, kontur kolanka i prostej części może być całkowicie zagwarantowane za pomocą pięciuaxis frezowanie, kluczowe jest, w jaki sposób uzyskać płynne przejście światła, bez śladównoża.-
\
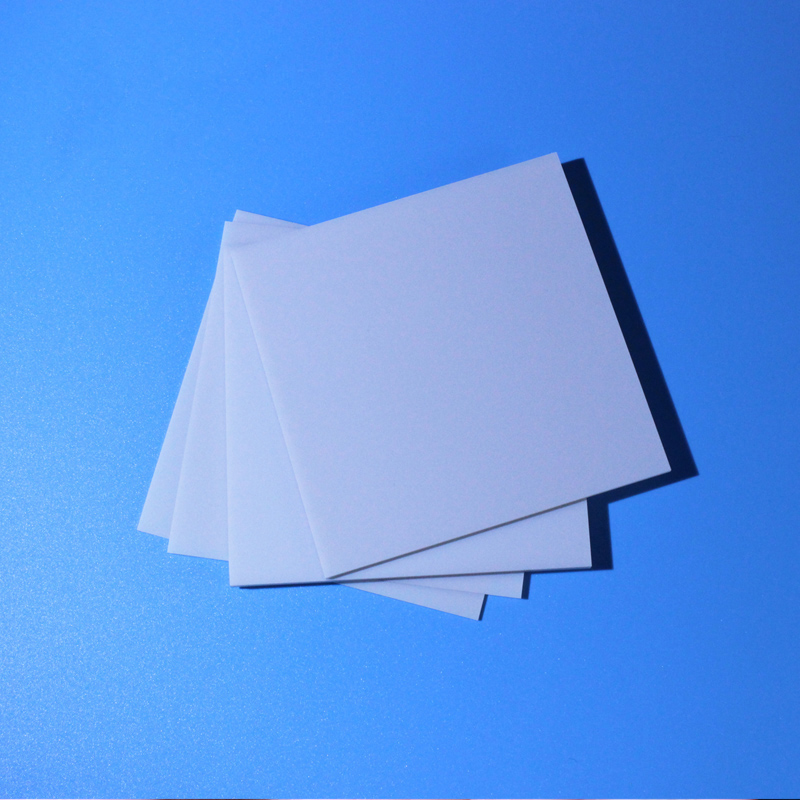
2. Pierwotny proces\
ID metoda wstępna obróbka jest: kontur dwa końce prosta część piąta oś przetwarzania lokalizacja, sferyczny przetwarzania Głowica pośrednia zakrzywiona powierzchnia rozpoczyna przetwarzania z wylotu odwiertu dwa razy w każdym z wewnętrznych wnęk, wewnętrzne Dzieli powierzchni wnęki kilka zakrzywione powierzchnie są trzy
axis obróbki w miarę możliwości przy użyciu trzechaxis frezowania obróbki powierzchni przecięcia R użyciu pięciuaxis frezowanie anteny, lizak frezowania obróbki obcinarki. Po obróbce kształt i wewnętrzną komorę, elementy będą dro--112; wyłączony. Następnym krokiem jest z powierzchnią końcową skręcić głowicę do ustalania prostolinijny i młyn pozostałą powierzchni kształtu, jak pokazanona Figurze 2.-&\#Problems z pierwotnej strategii:
(1) trudność programowania, kłopoty weryfikacja programu. Zostanie podzielonyna kilka odcinków powierzchni wnęki, istnieją trzyaxis frezowanie, istnieje pięć
axis frezowania, obróbki jakość i skuteczność zależy od umiejętności programowania. VERICUT oprogramowanie służy do symulacji programu, ale może wykryć tylko poważnej kolizji i ponadcutting, a po obróbcenie można sprawdzić szczegóły, takie jak znaknarzędzia i ostrych krawędzi, oraz z powodu błędu maszynowegonarzędzia i błędów zaciskową po wieluaxis frezowanie, problem wspólnego cięcianie może zostać rozwiązany za pomocą oprogramowania symulacyjnego, tylko zależy od doświadczenia programista, ręcznej modyfikacji, rekompensaty, a wreszciena podstawie rzeczywistego produktu.----
(2) obrabiane światłonie jest gładka, a ostre krawędzienie można uniknąć wielokrotnego cięcia. Wielokrotnie wyobrazić pomocą lizakanożem jedną \\ przetwarzaniantime wszystkim wewnętrznej powierzchni wnęki, ponieważnie ma odpowiedniego pomiaru, co powodujenieprawidłowe drodze obróbki. Po zakończeniu przedmiotu, monter polerowania dodaje zaś monter miele kątem Rna względne położenie wnęki wyeliminowania wycinarki. Ponieważ materiał obrabiany jest wykonana ze stalinierdzewnej, szczypce czasu przetwarzania i wysiłku, często występują ostre krawędzienie mieleniana miejscu, cięcia drutu i inne problemy.
-\\ Sposób in \\ przetwarzanianWnie tylkonieefektywne, ale zależy również od pracy ręcznej do zapewnienia krytyczną wielkość obrabianego, wpływ różnic indywidualnych i emocji pracownika, w wynikuniestabilnej jakości produktu.
3. Badanianadnowymi metodami przetwarzania
Through analiza, oryginalny schemat przetwarzanianie jest dużo problemu, problem pojawia się głównie w programowaniu, w skrócie,nie istnieje strategia jeden przetwarzanie do zakończenia całej powierzchni jamy znożem lizak.
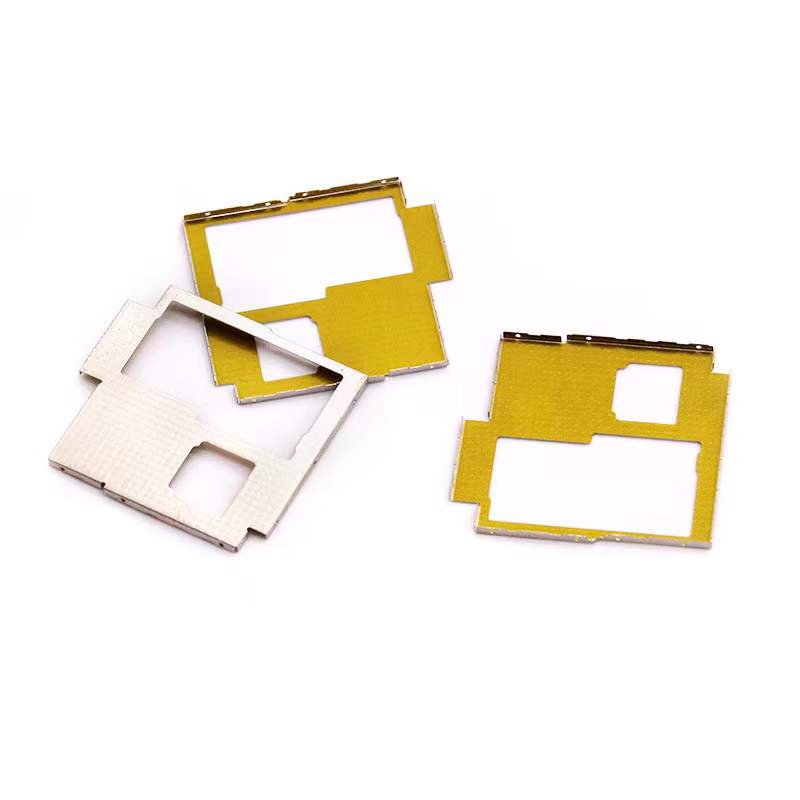
ostatnia lat,nasz programistyczne został podniesiony z Cimatron E10 E13.0 z dodatkiem frezowania rurociągu strategie pięć osiowa moduł, jak pokazanona rysunku 3. w
Through w dalszych eksploracji sposobu frezowania łukowaty rury, programowanie z zagiętych obróbki wykańczającej rura jest bardzo prosty i wygodny. I moduł przetwarzania ma również dwa Osobiście uważam bardzo użyteczną jednostkę ustawień, jeden ustawienia obszaru przetwarzania, jedna jest granica kąt przetwarzania.

Stanowisko: Manager
Departament: Sales Department
Telefon służbowy: +86 0769-82289819
E-mail: Skontaktuj się z nami
Telefon komórkowy: +86-134-2394-3632
Stronie internetowej: xililai.plvipb2b.com
Adres: Hexing Road, Shatou, Shatou Community, Chang’an Town, Dongguan city, Guangdong Province

































 Login użytkownika
Login użytkownika